It uses the solid die cavity patented by tox pressotechnik.
Clinching process in sheet metal.
Rivclinch is a cost effective environmentally friendly.
Steel and stainless steel aluminium and or non ferrous materials.
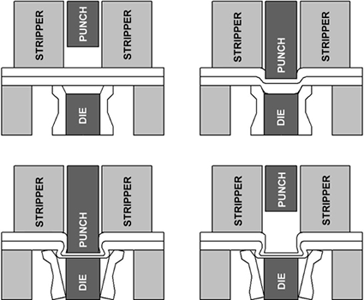
It is based on the plastic deformation of the sheet metal you need to join that is possible through the interaction between a punch and a die without the supplement of added material.
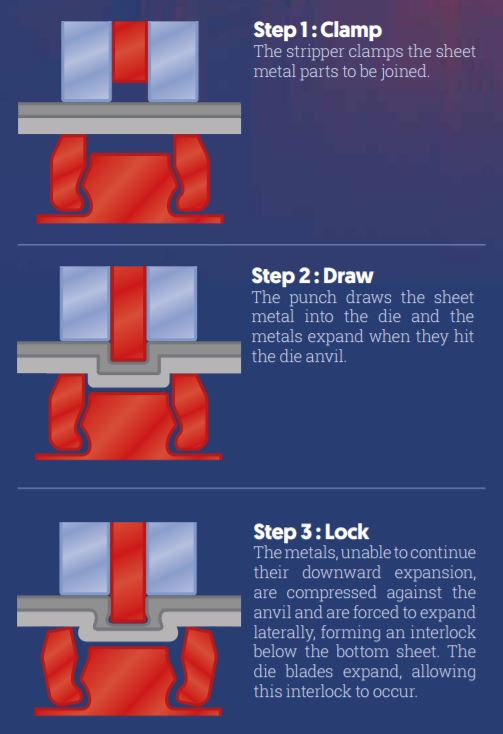
The clinching process is a method of assembling sheet metal without welding or fasteners.
With this joining technique metal parts are deformed locally without the use of any consumables.
To perform clinching a metalworking company secures and aligns the sheet metal between the punch and die.
Also known as press joining clinching refers to the use of a punch and die set to press or clinch two or more pieces of sheet metal together.
Once in place the punch is engaged thereby pressing down on the sheet metal with low to medium force.
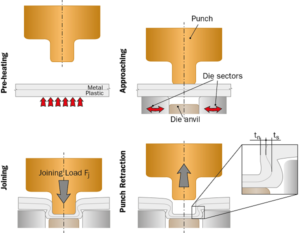
While the sheet metal may be preheated the process is typically performed at room temperature.
The clinching technique is an innovative process for the mechanical cold junction of sheet metal.
Multiple materials with different individual thicknesses can be assembled at the same time based on this cost effective fast and clean process.
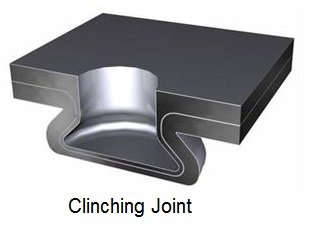
Tox clinching is a simple joining technique that does not require heat or additional elements the clinching process produces a button type positive connection of two or three layers of sheet metal using a cold forming process.
The clinching process is a method of joining sheet metal by localised cold forming of the materials.
The tox clinch procedure is a proven substitute for welding screwing riveting.
Clinching also known as press joining is a high speed mechanical fastening technique for point joining of sheet metal components.
In industrial applications clinching is being applied for single sheet thicknesses of 0 1 mm up to a total layer thickness of 12 mm 47 and up to 800 n mm 2 5 7 lbf in2.
Clinching or press joining is a bulk sheet metal forming process aimed at joining thin metal sheet without additional components using special tools to plastically form an interlock between two or more sheets.
It is suitable for ductile metal sheets from around 0 5 to 3mm thick up to a total joint thickness of about 6mm.
The process is generally performed at room temperature but in some special cases the sheets can be pre heated to improve the material ductility and thereby avoid the formation of cracks during the process.